Sommaire
A
ABS
Alcool isopropylique
ALM
AM
Arduino
ATMega1280
ATMega2560
Axe X
Axe Y
Axe Z
B
Barrière thermique (fr)
Bed (en)
Bordure
Bowden
Bridge (en)
Bridging (en)
Brim
Buse (fr)
C
CAO
CFF
Cheveux d'ange (fr)
CJP
CNC
ColorJet Printing
Composite Filament Fabrication
Computer Numerical Command
Conception Assistée par Ordinateur
Cordage (fr)
Crowdfunding
D
Décollement
Dépot de filament fondu
Digital Rights Management
Direct Metal Laser Sintering
DLP
DMLS
DRM
E
Écrou excentrique
Elephant’s foot
Epaisseur de couche
Excentrique
Extrudeur ?
Extrusion
F
FabLab
Fabrication Laboratory
Fast Ceramic Production
FCP
FDM
Feeder
FFF
Filament
Filasse (fr)
Film Transfert Imaging
FLS
Formatage
Frittage Laser Sélectif
FTI
Fused Deposition Modeling
Fused Filament Fabrication
Fusion sélective par laser
G
Gauchissement
G-Code
H
Heatbed (en)
Heatbreak (en)
HIPS
I
Imprimante FDM
Infill
IPA
Isopropanol
J
Jupe
L
Layer height
M
Machine-outil
Maker
Maker Faire
Masked SLA
Microsoft 3MF
MJM
MSLA
MultiJet Modeling
N
Nozzle (en)
O
Octo4a
Octopi
Octoprint
Oozing
Open Source
Overhang
P
PC (Plastique)
Pied d'éléphant
Pillowing
PLA
Plasticine
Plateau (fr)
Polyacétate de Vinyle
PolyLactic Acid
Polymérisation
Pont (fr)
Pontage (fr)
Print bed (en)
PTFE
PVA
R
Radeau
Raft
Remplissage
S
Selective Laser Melting
Selective Laser Sintering
Shell
Skirt
SLA
Slicer
SLM
SLS
Stéréolithographie
STL
Stringing (en)
Surplomb
T
Tension secteur
Trancanage
Trancheur
Tube PTFE
U
Ultra violets
UV
V
Visual Studio Code
Voxel
VSCode
W
Warping
Wobble
Wrapping
X
X axis
Y
Y axis
Z
Z axis
Total 129 alias pour 68 définitions.
comment-id 478055 :: []
comment-id 478059 :: [Bowden]
Système d’extrusion dont le moteur n’est pas directement connecté à la buse. La filament est poussé jusqu’à la tête chauffante dans une gaine (souvent en téflon). La tête chauffante est ainsi plus légère et facile à déplacer.
Retour au sommaire du glossaire
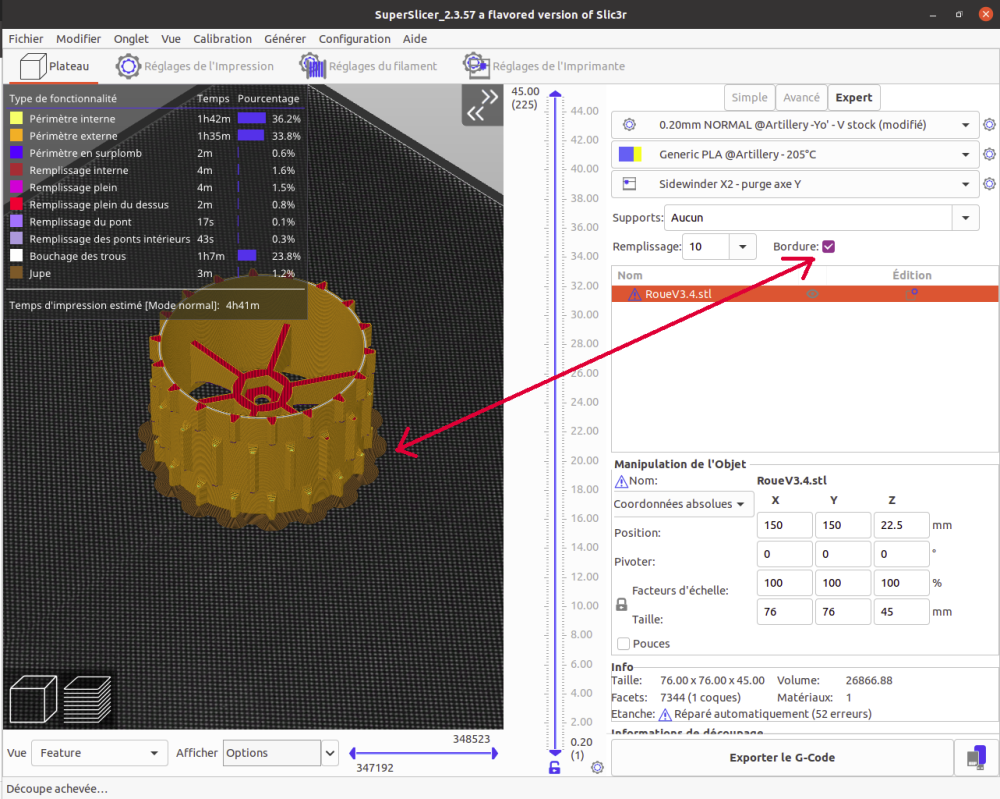
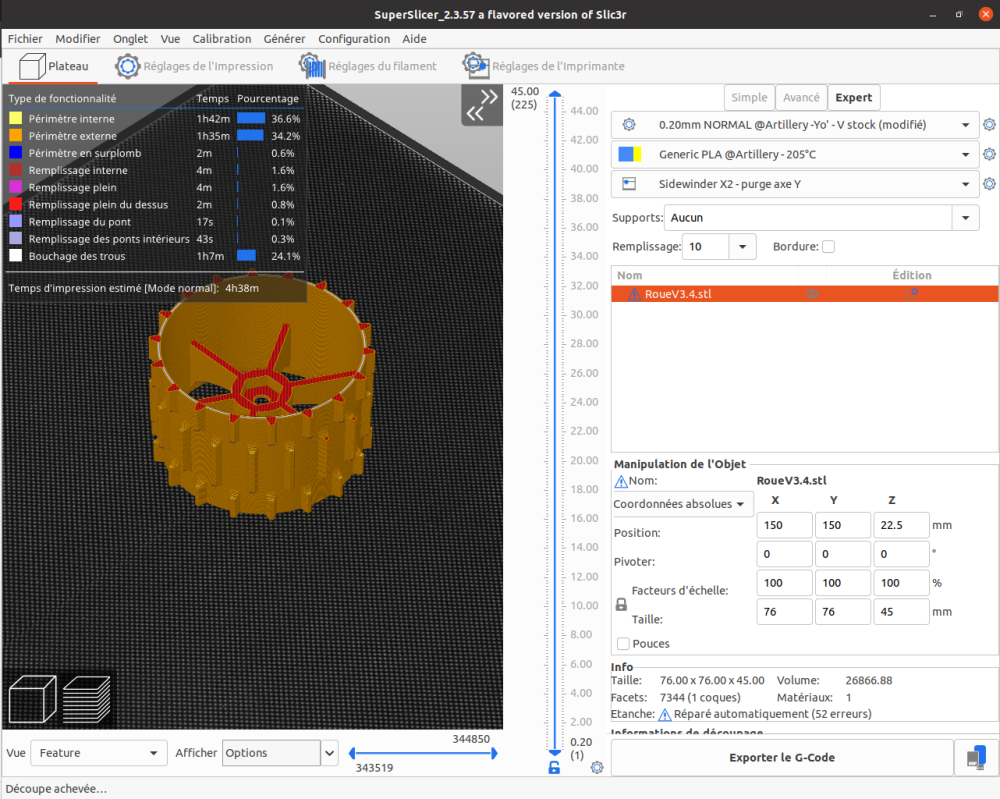
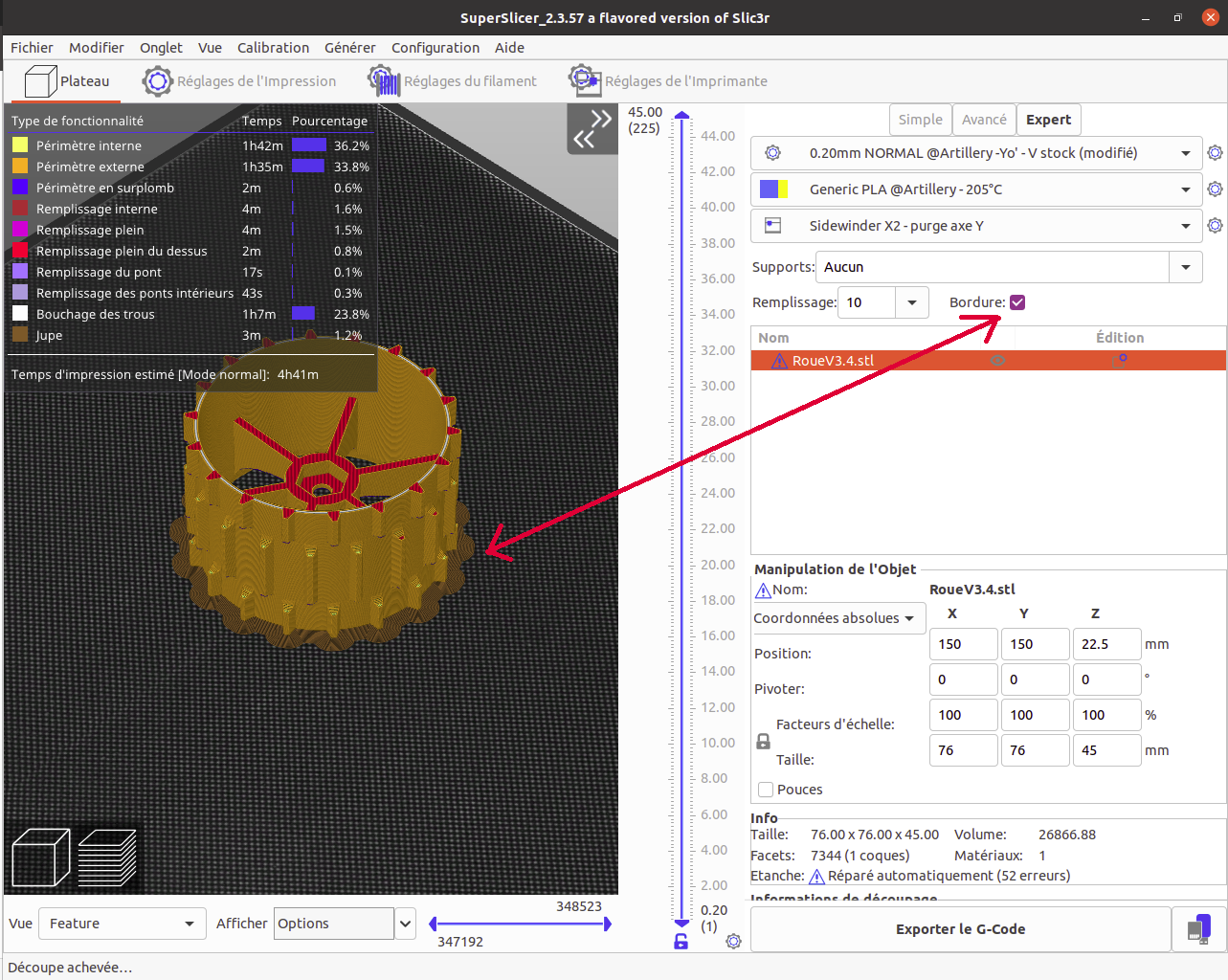
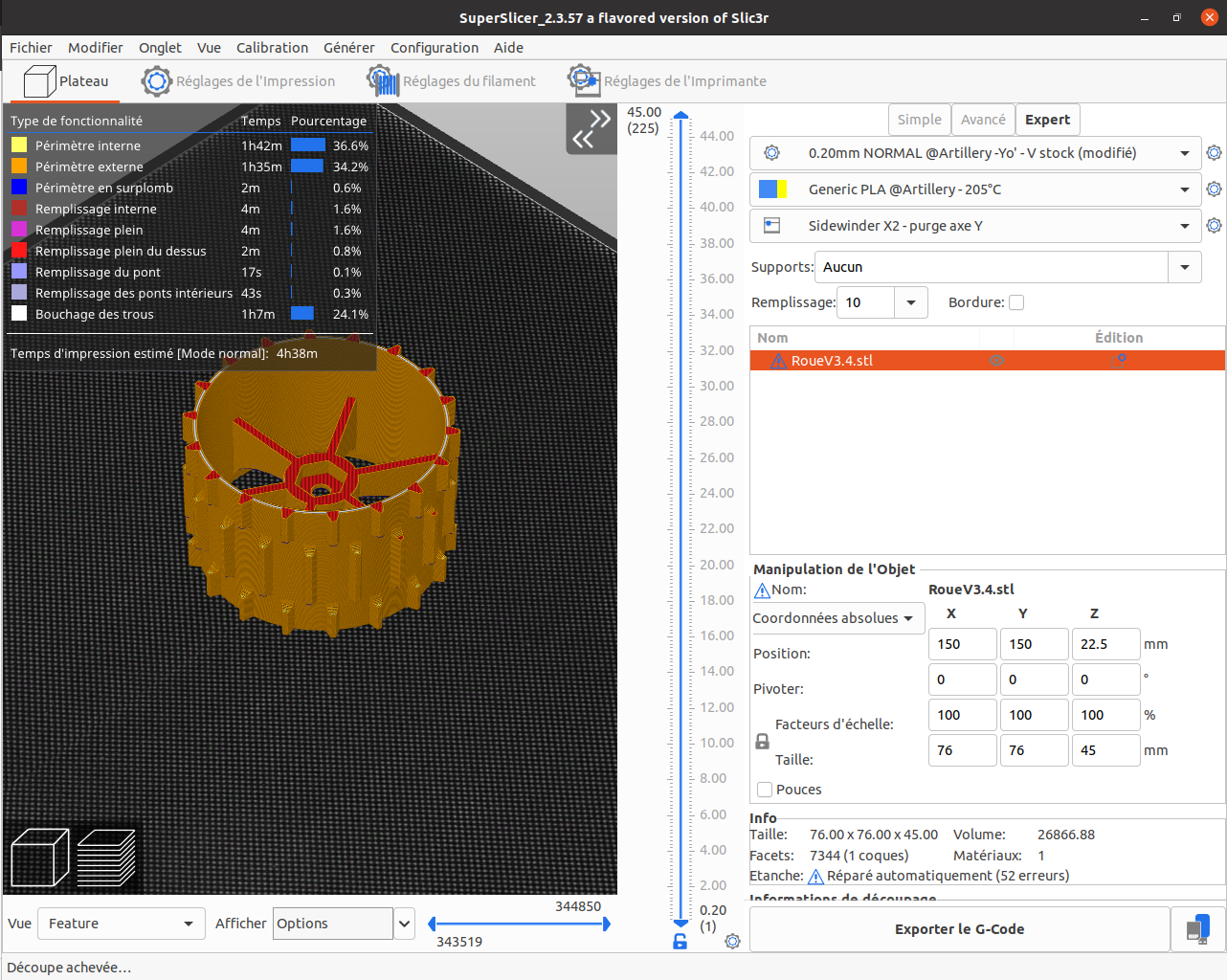
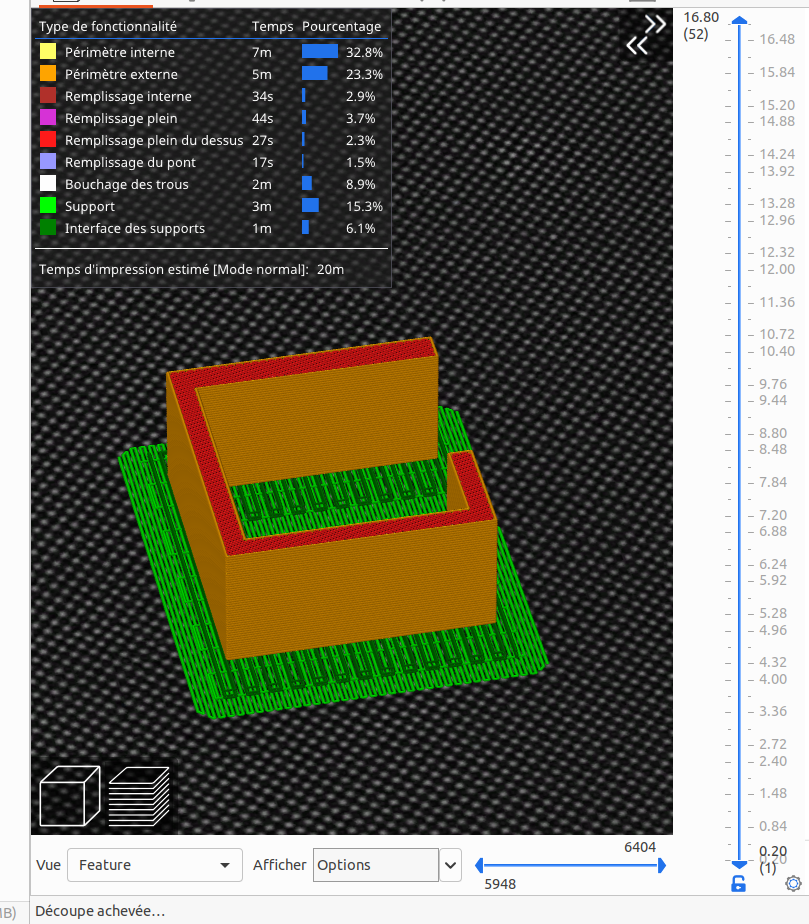
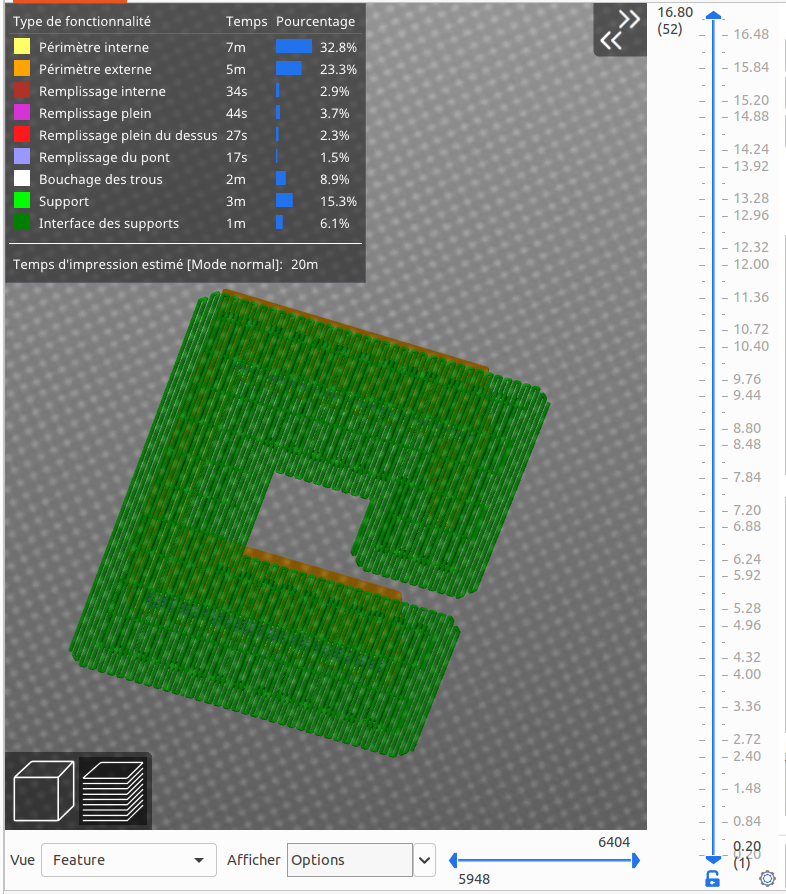
comment-id 478060 :: [Bordure, Brim]
La fonction première de la bordure est d'améliorer l'adhérence de la pièce sur le plateau.
Elle permet également de supprimer le Warping.
Accessoirement, elle permet une purge de la buse avant de débuter l'impression de la pièce.
Fichier découpé avec l'ajout d'une bordure
Fichier découpé sans l'ajout d'une bordure
Retour au sommaire du glossaire
comment-id 478061 :: [CAO, Conception Assistée par Ordinateur]
- CAO
- Conception Assistée par Ordinateur
Désigne la conception virtuelle à l’aide de logiciels et de techniques de modélisation géométrique.
Retour au sommaire du glossaire
comment-id 478062 :: [CFF, Composite Filament Fabrication]
- CFF
- Composite Filament Fabrication
Technologie de fabrication additive à base de matériaux composites employée pour la première fois par l’imprimante 3D MarkForged Mark One, la première imprimante 3D compatible avec la fibre de carbone.
Retour au sommaire du glossaire
comment-id 478063 :: [CJP, ColorJet Printing]
Technologie de fabrication additive basée sur deux composants principaux : la base et le liant. Un rouleau dépose le matériau d’impression (la base) en fines couches sur un plateau. Entre chaque couche des têtes d’impression à jet d’encre déposent le liant qui vient solidifier la base et parfois la colorer.
Retour au sommaire du glossaire
comment-id 478064 :: [CNC, Computer Numerical Command]
comment-id 478065 :: [Crowdfunding]
Expression qui désigne la finance (ou collecte) participative visant le financement de divers projets par des acteurs ordinaires (principalement des internautes). Les plateformes les plus connues sont Kickstarter et le Français KissKissBankBank.
Retour au sommaire du glossaire
comment-id 478066 :: [DLP]
Technologie de traitement numérique de la lumière par projection d’images contrôlées par une puce et des miroirs orientables.
Retour au sommaire du glossaire
comment-id 478067 :: [DMLS, Direct Metal Laser Sintering]
- DMLS
- Direct Metal Laser Sintering
Procédé de frittage de métal permettant une grande précision avec des couches de 20 microns.
Retour au sommaire du glossaire
comment-id 478068 :: [DRM, Digital Rights Management]
- DRM
- Digital Rights Management
La gestion numérique des droit a pour objectif de contrôler l’utilisation qui est faite des œuvres numériques via différentes techniques comme le tatouage qui facilite le traçage ou le zonage géographique (comme pour les DVD).
Retour au sommaire du glossaire
comment-id 478070 :: [Elephant’s foot, Pied d'éléphant]
- Elephant’s foot
- Pied d'éléphant
Le phénomène de la patte d’éléphant est principalement détecté lors des impressions sans support (Raft) où les premières couches s’écrasent sur le plateau (pour une bonne adhérence) et sont du coup plus larges que les suivantes.
comment-id 478071 :: [Epaisseur de couche, Layer height]
- Epaisseur de couche
- Layer height
C'est la hauteur de chaque couche de filament déposée pour créer l’objet. Elle définit la finesse de l’impression, la hauteur minimum dépend de la qualité de l’imprimante 3D. Une épaisseur de couche différente sur la même imprimante, pour créer le même objet, donnera un résultat à l’aspect différent.
Retour au sommaire du glossaire
comment-id 478072 :: [Extrusion]
Dans le domaine de l’impression 3D, l’extrusion désigne la création d’une forme tridimensionnelle à partir d’un objet plan.
Retour au sommaire du glossaire
comment-id 478073 :: [FabLab, Fabrication Laboratory]
- FabLab
- Fabrication Laboratory
Atelier de fabrication communautaire ouvert à tous (bricoleurs, designers, artistes, étudiants, hackers, etc.) et devant respecter une charte mise en place par le MIT.
Retour au sommaire du glossaire
comment-id 478074 :: [Dépot de filament fondu, FDM, FFF, Fused Deposition Modeling, Fused Filament Fabrication, Imprimante FDM]
- FDM
- FFF
- Imprimante FDM
- Dépot de filament fondu
- Fused Deposition Modeling
- Fused Filament Fabrication
Une imprimante FDM est une imprimante qui produit des pièces grâce au dépot de filament fondu.
Une pièce imprimée de cette manière est construite couche par couche.
Il s’agit d’une technologie de fabrication additive à mettre en opposition avec la fabrication soustractive (tournage, fraisage, etc.).
Pour la première couche, une buse vient déposer du filament fondu sur le plateau.
Pour les couches suivantes, la buse vient déposer du filament fondu qui fusionne avec le filament de la couche précédente.
La pièces prends forme de cette manière.
Dans le cadre d'une utilisation domestique, les filaments en PLA, PETG et ABS sont les plus généralement utilisés sous forme de bobines de 750 grammes à 1 kg avec un diamètre de filament est de 1.75mm.
Il existe d'autres matériaux tels que le HIPS, le PP, ASA, TPU, etc. qui sont utilisés pour des besoins spécifiques.
Le poids des bobines lui peut varier de quelques centaines de grammes à plus de 5Kg. D'autres diamètres de filaments sont également disponibles (ex 3mm) compatibles avec certaines imprimantes. Tous ces filament sont déclinés en plusieurs couleurs.
Pour être extrudé, les filaments sont chauffés à des températures entre 180°C et 260°C.
Stratasys est l’inventeur de cette technologie qui a été démocratisée via les recherches et constructions de Josef Prusa.
Retour au sommaire du glossaire
comment-id 478076 :: [Extrudeur ?, Feeder]
Système composé d’un roulement, d’une roue crantée, d’un ressort et d’un moteur pas à pas pour pousser le filament jusqu’à la buse dans les montages de type Bowden.
Retour au sommaire du glossaire
comment-id 478077 :: [Filament]
Fil de plastique qui sera fondu par l’imprimante 3D pour créer un objet sur le plateau d’impression. De nombreuses matières existent (PLA, ABS, HIPS, Nylon, flexible, bois, cuivre…) et la palette de coloris est très vaste selon les fabricants. Le conditionnement se fait sous la forme de bobines de 250, 500, 750 grammes ou 1kg, voire plus. Certaines imprimantes 3D imposent d’utiliser un filament propriétaire mais la plupart des machines est compatible avec des filaments tiers, permettant ainsi de choisir des produits moins chers, par exemple. Si la majorité des imprimantes 3D utilise du filament de diamètre 1.75mm, certaines comme les Ultimaker fondent du filament de diamètre 2.85mm. Il est recommandé de conserver ses bobines de filament à l’abri de la lumière (dans un carton par exemple), éviter l’humidité et à température ambiante.
Retour au sommaire du glossaire
comment-id 478078 :: [FCP, Fast Ceramic Production]
- FCP
- Fast Ceramic Production
Une technologie inspirée de la stéréolithographie qui utilise la céramique comme matière première.
Retour au sommaire du glossaire
comment-id 478079 :: [ALM, AM]
- AM : Additive Manufacturing
- ALM : Additive Layer Manufacturing
Méthode d’assemblage par couches. La fabrication additive s’oppose aux processus industriels de fabrication soustractive, par exemple un menuisier qui enlève de la matière à son morceau de bois pour en faire un objet fini.
Retour au sommaire du glossaire
comment-id 478080 :: [FTI, Film Transfert Imaging]
- FTI
- Film Transfert Imaging
Une image en 2D est affichée par un vidéoprojecteur intégré à l’imprimante 3D, un film transparent reçoit une couche de résine liquide pour une reconstitution couche par couche.
Retour au sommaire du glossaire
comment-id 478081 :: [G-Code]
Le G-code est un langage de programmation qui permet de définir des séquences d’instructions pour piloter des machines-outil à commande numérique (imprimantes 3D, fraiseuse numérique, découpeuse laser, etc.).
Un fichier de format G-Code est le fichier généré par le trancheur après avoir découpé l'objet 3D.
Il contient toutes les instructions pour imprimer/usiner/découper l'objet (déplacements, vitesse, volume de matière déposé, etc.).
C'est ce type de fichier que vous utiliserez pour lancer une impression 3D.
Il est à noter que les instructions G-codes diffèrent en fonction du firmware utilisé par la machine (exemple).
Pensez à bien configurer votre trancheur.
Documentation de référence des commandes g-codes pour les imprimante FDM ayant un firmware Marlin https://marlinfw.org/meta/gcode/
Retour au sommaire du glossaire
comment-id 478082 :: [HIPS]
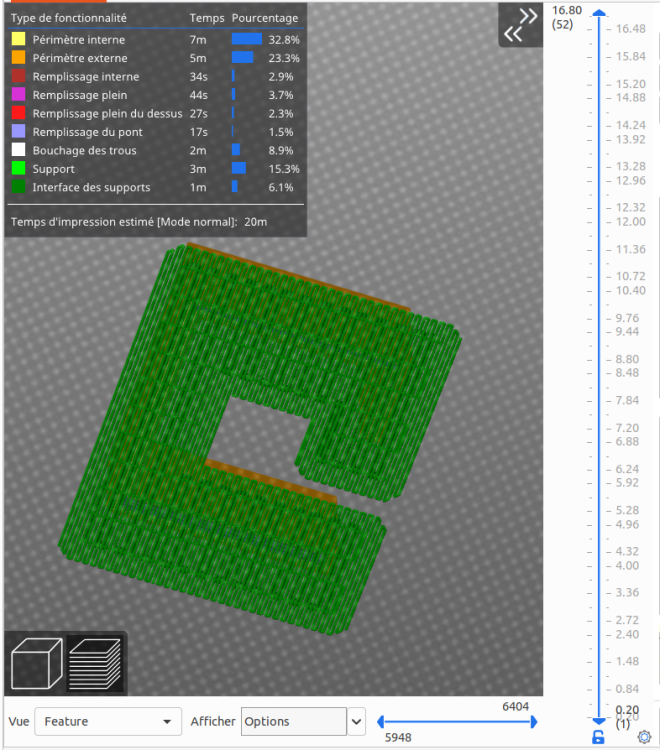
comment-id 478083 :: [Infill, Remplissage]
Remplissage de l’objet. Ce paramètre souvent exprimé en pourcentage définit la quantité de matière (non visible) à déposer à l’intérieur de l’objet. Cela permet de faire varier le curseur entre économie de plastique, vitesse d’impression et solidité de l’objet.
Retour au sommaire du glossaire
comment-id 478084 :: [Tension secteur]
comment-id 478085 :: [Machine-outil]
Équipement de production mécanique destiné à réaliser un usinage à l’aide d’un outil fixe, mobile ou tournant utilisé sur une pièce fixée sur un plateau fixe ou mobile.
Retour au sommaire du glossaire
comment-id 478086 :: [Maker]
Maker, traduit en français par «celui qui fabrique», désigne toute personne qui fabrique des objets en 3D grace aux nouvelles technologie (Impression 3D / fraiseuse à commande numérique / découpe laser à commande numérique)
Les Maker ont leurs salons, les biens nommés Maker Faire.
Retour au sommaire du glossaire
comment-id 478087 :: [Maker Faire]
Foire de l’artisanat futuriste, la Maker Faire est un évènement célébrant l’esprit Do It Yourself et le bidouillage.
Vous pouvez retrouver les dates de ces foires en suivant ce lien.
Retour au sommaire du glossaire
comment-id 478088 :: [Microsoft 3MF]
Format open source de Microsoft pour les fichiers d’impression 3D, par exemple compatible avec l’application 3D Builder livrée avec Windows 10.
Retour au sommaire du glossaire
comment-id 478089 :: [MJM, MultiJet Modeling]
Développé par 3D Systems, le modelage à jets multiples permet des impressions 3D par couches de l’ordre de 16 microns grâce à plusieurs buses qui projettent des gouttelettes de résine ou de cire. Cette technologie se rapproche d’une imprimante traditionnelle à jet d’encre qui dépose de fines gouttes d’encre sur le papier.
Retour au sommaire du glossaire
comment-id 478090 :: [MSLA, Masked SLA]
comment-id 478093 :: [Buse (fr), Nozzle (en)]
comment-id 478094 :: [Oozing]
Phénomène de suintement lié à un excès de plastique qui génère l’apparition de petite gouttes sur les parois de l’objet.
Pour y remédier on peut diminuer la température d’extrusion et/ou augmenter la longueur de rétractation.
Il existe des tests pour paramétrer les valeurs de température et de rétraction (test n°3 et 4).
Retour au sommaire du glossaire
comment-id 478095 :: [Open Source]
Désigne les logiciels dont la licence respecte les critères établis par l’Open Source Initiative : libre redistribution, accès au code source et aux travaux dérivés. Ce terme est très connu des utilisateurs de Linux et des logiciels libres Firefox, LibreOffice, VLC, etc.
Retour au sommaire du glossaire
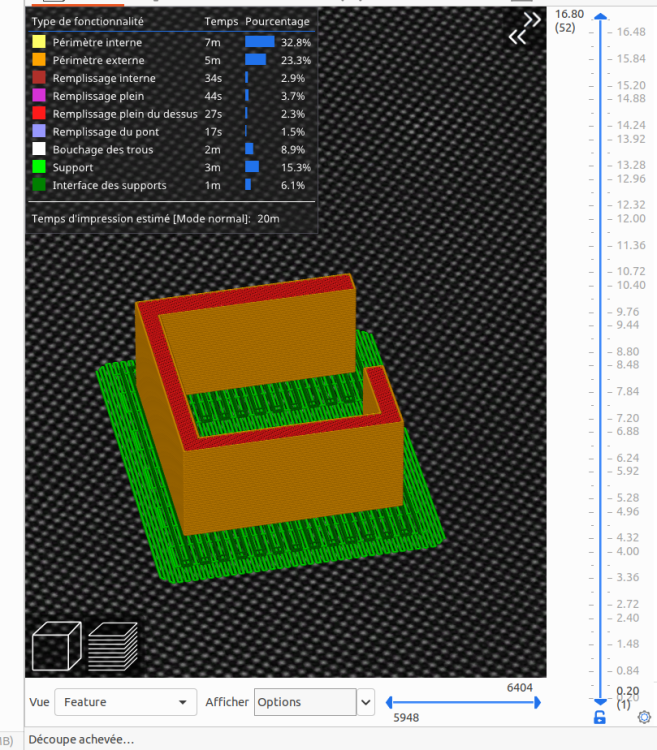
comment-id 478096 :: [Overhang, Surplomb]
L'overhang, ou surplomb en français, est une partie de l'impression qui n'est pas complètement supportée par les couches inférieures.
Un surplomb trop important conduit à des défauts d'impression qui peuvent être corrigés en modifiant la température d'impression, en augmentant la vitesse du ventilateur de refroidissement, en augmentant la vitesse d'impression ou en diminuant la hauteur de couche.
Ci dessous, entouré en rouge, on voit les symptômes d'un surplomb mal géré, à comparer avec la partie basse de la pièce.

Retour au sommaire du glossaire
comment-id 478097 :: [PC (Plastique)]
Plastique à base de polycarbonate offrant d’excellentes propriétés mécaniques et une bonne résistante thermique (-135 °C et 135 °C).
Retour au sommaire du glossaire
comment-id 478098 :: [Pillowing]
Défaut d’impression qui peut apparaître sur les surfaces supérieures du modèle. Aussi appelés creux, trous ou cratères dans le jargon français, ils sont souvent synonyme d’un mauvais remplissage de l’objet. Ce dernier peut être dû à un infill pas assez dense ou à un manque de refroidissement de ce dernier qui fait qu’il s’affaisse.
Retour au sommaire du glossaire
comment-id 478099 :: [PLA, PolyLactic Acid]
De l'anglais "polylactic acid" abrégé en PLA, l'acide polylactique est un polymère biodégradable en compostage industriel (T>60 °C) qui est très utilisé dans le monde de l’impression 3D d’objets en plastique rigide.
Le PLA peut être obtenu à partir d'amidon de maïs, ce qui en fait la première alternative naturelle au polyéthylène.
La température de fusion du PLA sur machine FDM est comprise entre 180 et 230°C.
Retour au sommaire du glossaire
comment-id 478100 :: [Bed (en), Heatbed (en), Plateau (fr), Print bed (en)]
comment-id 478102 :: [Plasticine]
comment-id 478103 :: [PVA, Polyacétate de Vinyle]
- PVA
- Polyacétate de Vinyle
Polymère synthétique principalement utilisé dans la fabrication de colles dites “colles blanches”. Il a pour particularité d’être translucide et est utilisé en impression 3D pour sa capacité à se dissoudre dans l’eau chaude. Les imprimantes 3D à plusieurs têtes d’extrusion l’utilisent souvent pour la construction des supports soutenant des portes-à-faux ne nécessitant ainsi que peu de travail post-impression.
Retour au sommaire du glossaire
comment-id 478104 :: [Radeau, Raft]
Le raft (ou radeau en Français) désigne les premières couches de support ajoutées sous les objets pour favoriser leur accroche au plateau.
C’est une des techniques employées contre le Warping.
Lorsque l'impression est terminée, ces supports doivent être enlevés.
Une des alternatives au raft est l'utilisation d'un Brim qui nécessite un travail de post production moins important.
Retour au sommaire du glossaire
comment-id 478105 :: [Shell]
Référence à la coque / coquille d’un modèle creux. Le nombre de shells représente le nombre de couches ajoutées à l’intérieur du périmètre de l’objet.
Retour au sommaire du glossaire
comment-id 478107 :: [Slicer, Trancheur]
Logiciel qui « tranche » le modèle 3D en couches horizontales pour que l’imprimante 3D les imprime. Il est aussi appelé « trancheur » en français. C’est cette application qui va aussi définir le taux de remplissage de l’impression 3D. Par exemple, le logiciel Cura permet de slicer un fichier STL et le transformer en GCODE, format compréhensible par une imprimante3D.
Retour au sommaire du glossaire
comment-id 478108 :: [Jupe, Skirt]
Ce terme désigne le(s) contour(s) de l’objet que réalise l’imprimante 3D avant l’impression pour nettoyer sa tête et amorcer un flux de plastique régulier. Cela permet aussi de détecter un éventuel problème de calibration et de stopper le travail au plus tôt.
Retour au sommaire du glossaire
comment-id 478109 :: [Fusion sélective par laser, SLM, Selective Laser Melting]
- SLM
- Selective Laser Melting
- Fusion sélective par laser
Au même titre que le frittage sélectif par laser (SLS, voir définition ci-dessous), la fusion sélective par laser est une méthode de fabrication additive qui fonctionne avec un laser qui fait fondre de la poudre métallique. Cette technique a pour avantage de pouvoir travailler les métaux purs, autres que les alliages, comme le titane par exemple.
Retour au sommaire du glossaire
comment-id 478110 :: [FLS, Frittage Laser Sélectif, SLS, Selective Laser Sintering]
- FLS
- Frittage Laser Sélectif
- SLS
- Selective Laser Sintering
Frittage sélectif par laser, permet de créer des objets 3D, couche par couche, avec des poudres qui sont frittées par un laser puissant. Les objets ainsi fabriqués sont fait de différents alliages.
Retour au sommaire du glossaire
comment-id 478112 :: [SLA, Stéréolithographie]
comment-id 478114 :: [STL]
Type de fichier 3D le plus populaire. Les plateformes de téléchargement de fichiers 3D utilisent le format STL, type de fichier universel qui peut être ouvert dans tous les logiciels de slicer.
Retour au sommaire du glossaire
comment-id 478116 :: [Cheveux d'ange (fr), Cordage (fr), Filasse (fr), Stringing (en)]
- Stringing (en)
- Cordage (fr)
- Cheveux d'ange (fr)
- Filasse (fr)
Phénomène de fil indésirable plus ou moins épais qui apparaît sur le chemin de la buse entre les différents éléments d’une pièce imprimées en 3D. Cela se produit lors que la température d’extrusion est trop élevée, que la buse se déplace trop lentement et que la rétraction est trop courte. Il faut donc jouer sur ces 3 paramètres pour obtenir une impression plus propre.
Retour au sommaire du glossaire
comment-id 478117 :: [Voxel]
comment-id 478119 :: [Décollement, Gauchissement, Warping]
- Warping
- Décollement
- Gauchissement
Phénomène de décollement de l’objet du plateau (souvent au niveau des coins) lorsque le plastique refroidit et se rétracte, entraînant une déformation du modèle. Pour y remédier il existe différentes solutions : spray Dimafix, colle Hu-Hu, scotch Kapton ou Blue Tape, plateau Buildtak, plateau chauffant, Raft, Brim, etc.
Retour au sommaire du glossaire
comment-id 478120 :: [Wobble]
Phénomène d’oscillations cycliques observé sur les imprimantes 3D dont la tête d’impression n’arrive pas à se positionner correctement entre chaque couche. Cela provoque un motif oscillant ressemblant souvent à des vaguelettes sur l’objet imprimé selon l’axe Z. Les causes principales sont souvent les tiges filetées ou des contraintes au niveau du guidage et de la motorisation du Z.
Retour au sommaire du glossaire
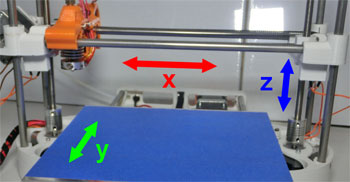
comment-id 478122 :: [Axe X, X axis]
comment-id 478123 :: [Axe Y, Y axis]
comment-id 478124 :: [Axe Z, Z axis]
comment-id 478397 :: [ABS]
- ABS : Acrylonitrile Butadiene Styrene
Polymère thermoplastique utilisé par de nombreuses imprimantes 3D. C’est un plastique rigide offrant une bonne résistance aux chocs. Il est couramment utilisé dans les secteurs de l’électroménager, la téléphonie, le matériel informatique, le jouet (les briques Lego en sont l’exemple le plus connu), etc.
Retour au sommaire du glossaire
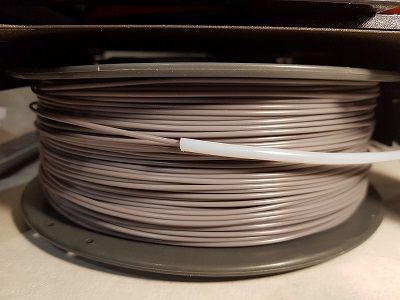
comment-id 483417 :: [Trancanage]
Le trancanage est l'action d'enrouler de manière ordonnée un objet filiforme sur une bobine. Dans le domaine de l'impression 3D, cela peut être par exemple du filament enroulé spire par spire et couche par couche sur la bobine. Une bobine de filament "trancanée" limite le blocage du filament dans la bobine lors de l'impression
Illustrations:
Avec trancanage

Sans trancanage
Sources:
https://fr.wikipedia.org/wiki/Trancanage
Retour au sommaire du glossaire
comment-id 483448 :: [Alcool isopropylique, IPA, Isopropanol]
- Alcool isopropylique
- Isopropanol
- IPA
L'alcool isopropylique (aussi connu sous son nom erroné d'isopropanol) est le nom commun pour le propan-2-ol, composé chimique sans couleur et inflammable. Il est utilisé comme décapant, dégraissant et dissolvant dans l'industrie. Dans le domaine de l'impression 3D il est utiliser pour nettoyer/dégraisser les plateaux avant impression. Il est aussi connu sous son nom abrégé IPA (acronyme de l'anglais IsoPropyl Alcohol)
Source:
https://fr.wikipedia.org/wiki/Alcool_isopropylique
Retour au sommaire du glossaire
comment-id 484987 :: [Polymérisation, UV, Ultra violets]
- UV
- Ultra violets
- Polymérisation
En impression 3D, lorsque l'on parle d'UV, on parle d'une lumière violette de longueur d'onde 405 nm (nano mètres) qui techniquement ne font pas partie des UV.

Source de l'image
Ces "UV" 405 nm permettent la polymérisation de la résine utilisée dans les imprimantes de type DLP (par exemple, la Elego Mars).
La polymérisation est une réaction chimique qui conduit à la solidification de la résine qui permet ainsi la création d'une pièce imprimée.
Retour au sommaire du glossaire
comment-id 485840 :: [Wrapping]
comment-id 489399 :: [ATMega1280, ATMega2560, Arduino]
- Arduino
- ATMega1280
- ATMega2560
L'Arduino est une carte électronique programmable que l'on connecte à des objets pour qu’ils puissent interagir avec le milieu qui les entoure et les rendre intelligents. Il joue le rôle de cerveau. Il est facilement programmable, modulaire et ouvert (open source) pour un coût relativement faible (<25€)
Les microcontrôleurs Arduino ATMega2560 et ATMega1280 / 1284 sont utilisés dans bon nombre de cartes 8 bits que l'on retrouve dans des imprimantes telles que la Creality CR10, les Dagoma, les GeeeTech i3.
Arduino désigne également le logiciel servant à programmer les cartes Arduino.
Pour en savoir plus :
https://fr.wikipedia.org/wiki/Arduino
https://www.arduino-france.com/
https://www.arduino.cc/
Retour au sommaire du glossaire
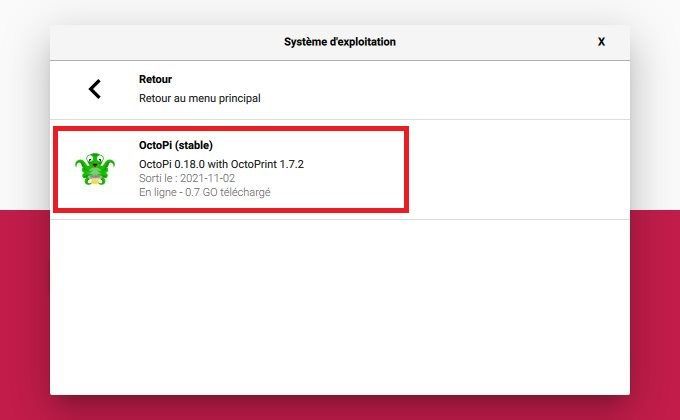
comment-id 491949 :: [Octo4a, Octopi, Octoprint]
Octoprint est un logiciel open source qui permet le contrôle, la surveillance du fonctionnement d’une imprimante 3D ainsi que la gestion des tâches d’impression depuis un navigateur web.
Il doit être installé sur un ordinateur/mini ordinateur/téléphone connecté à l'imprimante.
Généralement il est installé sur un Raspberry Pi (en ces temps de pénurie de ce matériel, d'autres cartes peuvent convenir (exemple avec un Orange PI Zero 2))
Son installation peut se faire de plusieurs manières différentes.
Voici 3 méthodes habituellement utilisées
- En installant la distribution Octopi
Octopi est une image système incluant le système d'exploitation (Raspberry PI OS), Octoprint, Mjpeg-streamer, HAproxy et bien d'autres logiciels.
Tout étant installé, la mise en œuvre est facilitée en évitant de multiples installations «manuelles» parfois sources de problèmes.
Lien vers le tuto n°1 pour installer Octopi
Lien vers le tuto n°2 pour installer Octopi
- En installant l'application Octo4a
Octo4a est une application qui permet de faire tourner Octoprint sur un simple téléphone capable de gérer le transfert de données et la charge du téléphone en même temps via la fonction OTG
Un sujet sur Octo4a est ouvert ici
- En l'installant sur un système d'exploitation déjà en place.
Lien vers un tuto d'installation d'Octoprint sur une distribution Debian, qui n'est plus à jour, mais la méthode reste similaire.
Quelques explications de @fran6p sur des méthodes alternatives d'installation.
Citation
On peut également depuis quelques versions du logiciel de la fondation Raspberry Pi, installer directement l'image Octopi sans passer par un téléchargement préalable:

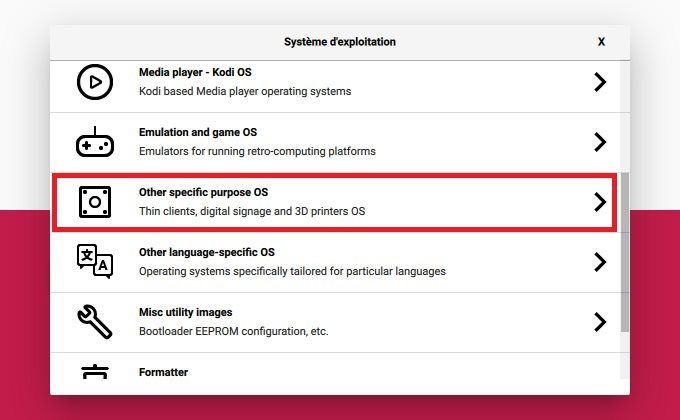
Via l'installation avec RaspberryPi Imager, il est également possible de paramétrer le Wifi, le MDP de pi, … => une fois l'image flashée il n'y a plus qu'à compléter l'assistant de démarrage au premier lancement d'Octoprint  C'est la méthode d'installation que je recommanderai.
C'est la méthode d'installation que je recommanderai.
Un moyen alternatif, très en vogue, est d'utiliser Docker pour installer une instance Octoprint (c'est un poil plus «barbu» / geek). Tous les moyens d'installer Octoprint sont décrits sur cette page.
Un dernier moyen d'installer Octoprint, non recensé sur la page précédente, serait de passer par le script kiauh (en gros, installer une image Rasbian (raspberryOS) lite, installer le logiciel git, cloner le projet kiauh, lancer l'installation d'Octoprint via les options du menu).
Pour en savoir plus sur Octoprint : https://octoprint.org/
Retour au sommaire du glossaire
comment-id 492562 :: [VSCode, Visual Studio Code]
- VSCode
- Visual Studio Code
Est un éditeur de code développé par Microsoft. il est doté entre autre de fonctions de reconnaissance de la syntaxe et d'auto remplissage en fonction du langage utilisé (XML, C++, Python, etc...) et de fonctions de débogage
C'est un logiciel libre et open source disponible sous Windows, Linux et macOSX
Dans le milieu de l'impression 3D on peut s'en servir pour éditer les fichiers G-Code (même si un simple éditeur de texte suffit) ou les fichiers système de son imprimante
On peut également utiliser VSCodium, alternative à VSCode sans la télémétrie de Microsoft (ça nécessite toutefois de «bidouiller» quand on veut ajouter des greffons  ). Il est même possible de l'utiliser dans son navigateur sans installation sur l'ordinateur
). Il est même possible de l'utiliser dans son navigateur sans installation sur l'ordinateur 
Pour compléter son utilisation, principalement lors de la compilation de firmware, vous pouvez consulter ce post
Pour en savoir plus :
https://code.visualstudio.com/
https://fr.m.wikipedia.org/wiki/Visual_Studio_Code
https://vscodium.com/
Retour au sommaire du glossaire
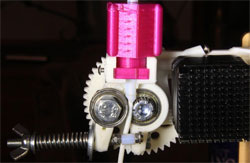
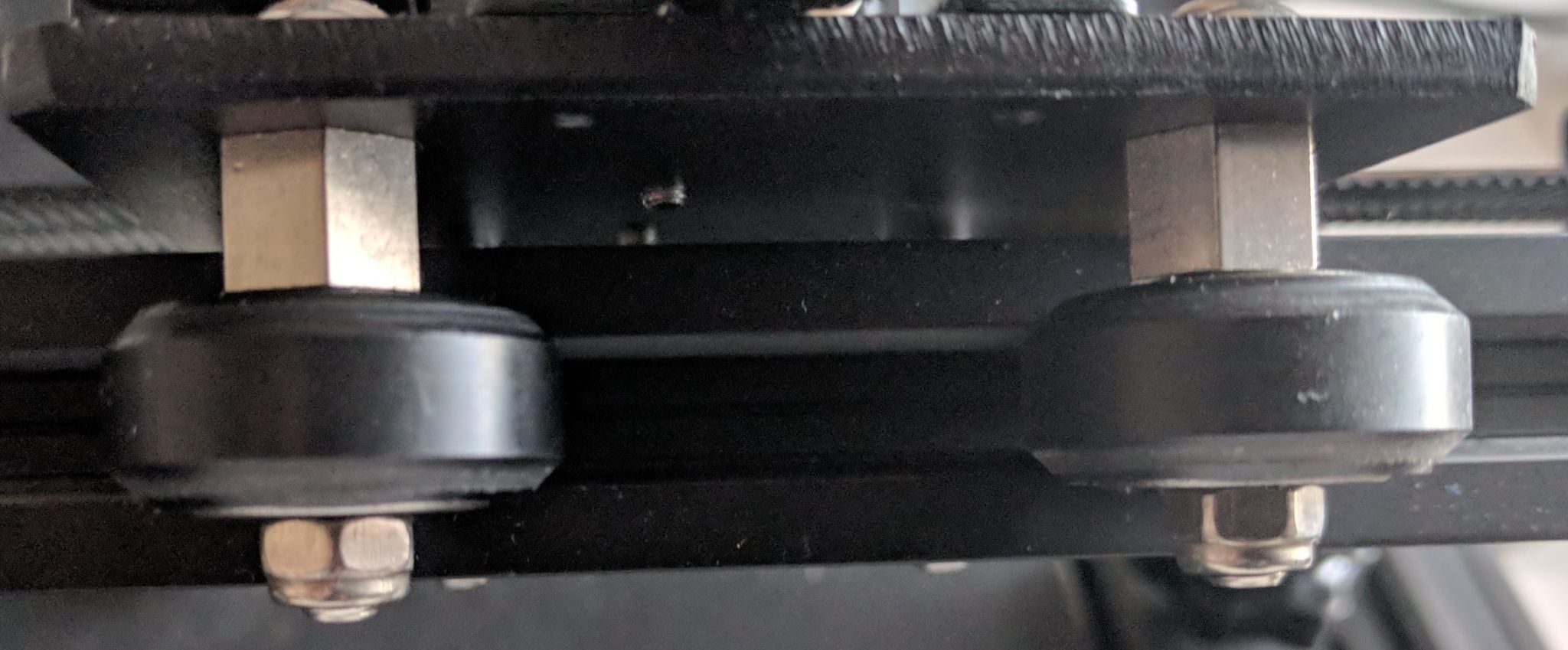
comment-id 494393 :: [Excentrique, Écrou excentrique]
- Excentrique
- Écrou excentrique
Un écrou excentrique est un écrou dont le perçage et le filetage sont décentrés par rapport à l'axe du cylindre sur lequel il est.

En mécanique générale, ce type de pièces permet de régler des jeux ou des tensions (par exemple de courroie).
En impression 3D, les excentriques servent à régler le jeu entre les roulettes et les rails sur lesquels elles évoluent.
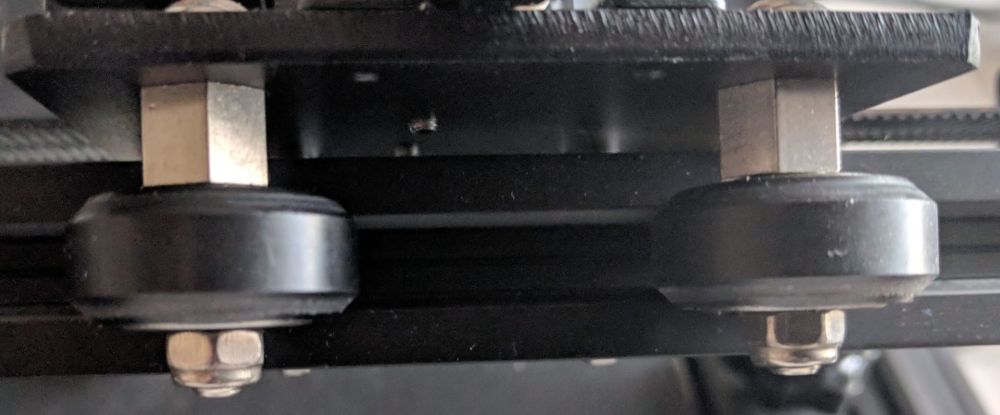



Le terme écrou n'est pas utilisé car ces pièces ne sont pas filetées.
Vous trouverez plus d'info sur les excentriques dans ce sujet.
Voici un exemple de réglage donné par @Yellow T-pot
Citation
normalement l'excentrique comporte une marque au point bas pour le positionner au début du réglage:
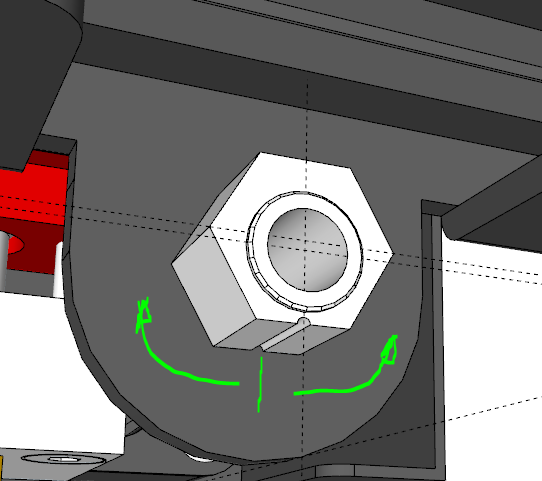
Si la marque n'est pas présente, je te conseille de mettre un coup de marqueur rouge afin de repérer la face "point bas"
A partir de cette position, on peut régler par rotation de 180° maxi d'un coté ou de l'autre.
Une fois le sens de réglage choisi, il faut toujours garder le même.
L'excentrique permet de gérer environ 2 mm de course au maxi entre les 2 positions extrêmes.
Il faut conserver un certain serrage dans la vis, l'excentrique ne doit pas tourner librement mais avec un certain effort à la clé
Source des images :
Retour au sommaire du glossaire
comment-id 495324 :: [Bridge (en), Bridging (en), Pont (fr), Pontage (fr)]
comment-id 498697 :: [Formatage]
Le formatage permet d'assigner un format à un support de stockage (support de stockage : disque dur, SSD, clé USB carte SD).
Les formats courants sont FAT32, NTFS, ext2, ext3, ext4.
Le format d'un support de stockage correspond au langage chez les humains.
Il faut qu'il soit adapté à celui/ceux que le machine peut lire.
Les imprimantes ne peuvent lire que certains formats d'où l'importance de bien formater sa clef USB ou sa carte SD.
Retour au sommaire du glossaire
comment-id 503473 :: [PTFE, Tube PTFE]
Les tubes PTFE (Sigle de polytétrafluoroéthylène) ou plus communément appelé Téflon, sont utilisés dans les imprimantes FDM pour guider le filament depuis la bobine jusqu’à la buse
Habituellement sur nos imprimantes FDM, on trouve des tubes PTFE ayant un diamètre externe de 4 mm avec un diamètre interne de 2 mm pour y passer des filaments de 1.75 mm de diamètre.

Source image https://www.hotends.fr/fr/accessoires/25-67-tube-ptfe-24-mm.html#/35-longueur-100_cm
On trouve généralement ces tubes
- dans la hotend
- entre l’extrudeur et la hotend (quelques cm pour un montage direct drive et environ 20 cm pour les montages Bowden)
- mais aussi en amont entre la bobine et l’extrudeur
Il possède des propriétés qui lui donne une très bonne résistance à la chaleur (+250°C) et un coefficient de frottement extrêmement faible (Intérieur du tube extrêmement lisse) qui facilite le guidage du filament
Il existe aussi des tubes PTFE de marque "Capricorn" qui sont en principe (sauf si une copie) bleu, plus résistant aux températures et ayant un diamètre interne de 1.9 mm

Source image https://www.hotends.fr/fr/accessoires/73-94-tube-capricorn-xs-19x4mm.html#/35-longueur-100_cm
Il peut y avoir d'autre diamètres intérieur et extérieur pour les tubes PTFE, pour y passer des filament de 2.85 mm de diamètre ou encore quand utilisé dans un HeatBreak.
Là un exemple d'un tube PTFE Capricorne diamètre externe de 3 mm avec un diamètre interne de 1.9 mm utilisé dans un HeatBreak.

Source image https://www.hotends.fr/fr/accueil/139-capricorn-xs-300-x-200-mm.html
Attention ne pas confondre un tube PTFE avec un tube FEP. Quand le tube est transparent, comme sur les photos suivantes, c'est probablement du FEP, qui ne possède pas les mêmes propriétés (tenue à la chaleur par exemple).
le tube FEP ça tient jusqu'a max 205°C, c'est pas fait effectivement pour faire du bowden et venir toucher la buse , ça s'utilise pour avoir la visibilté du filament, pour le protéger ou le guider , c'est un tube semi rigide. on le place généralement entre la bobine et l'extrudeur.
On peut aussi l'utiliser en configuration avec un MMU


Source images : https://www.hotends.fr/fr/accessoires/77-tube-fep.html
Pour en savoir plus -> https://fr.wikipedia.org/wiki/Polytétrafluoroéthylène
Retour au sommaire du glossaire
comment-id 560432 :: [Barrière thermique (fr), Heatbreak (en)]
- Heatbreak (en)
- Barrière thermique (fr)
- Brise chaleur (fr)
- Coupe chaleur (fr)
- Rupture thermique (fr)
Un dispositif réduisant la transmission de la chaleur issue du bloc de chauffe vers le restant de la tête d'impression.
Il stoppe la remontée de la chaleur du bloc de chauffe vers la partie froide empêchant ainsi le filament d'entrer en fusion hors du bloc de chauffe afin d'éviter un colmatage.
La "barrière thermique" possède trois zones :
- celle située dans le bloc de chauffe où le filament est en phase liquéfiée, liquide et peut donc être extrudé sur le lit d'impression,
- celle située dans le radiateur de la tête, où le filament doit être solide pour pouvoir être poussé vers la zone chauffée (radiateur refroidi dynamiquement par un dispositif extérieur)
- la «barrière» entre ces deux zones où le filament n'est plus totalement solide mais pas encore non plus liquide (température un peu au-dessous de la température de transition vitreuse)
L'important avec une barrière thermique (heatbreak) est la zone 2: le filament ne doit pas commencer à s'y ramollir sous peine de colmatage.
Pour des filaments de 1.75 mm de diamètre, on trouve par exemple, pour cette barrière, un diamètre externe de :
- 5 mm => pour des modèles traversant (passthrough), un tube PTFE y passe et va jusqu'à la buse
- 2 mm => pour des modèles tout métal (full metal), le PTFE s'arrête plus haut dans la zone 2
Exemple d'un "HEATBREAK TITANE AIO V2"

( Source image https://www.hotends.fr/fr/hotend-aio-v2/102-heatbreak-titane-aio-v2.html )

( Source image [TUTO] Titi's procédure )
Pour différencier un modèle "tout métal (full metal)" d'un "traversant (passthrough)"
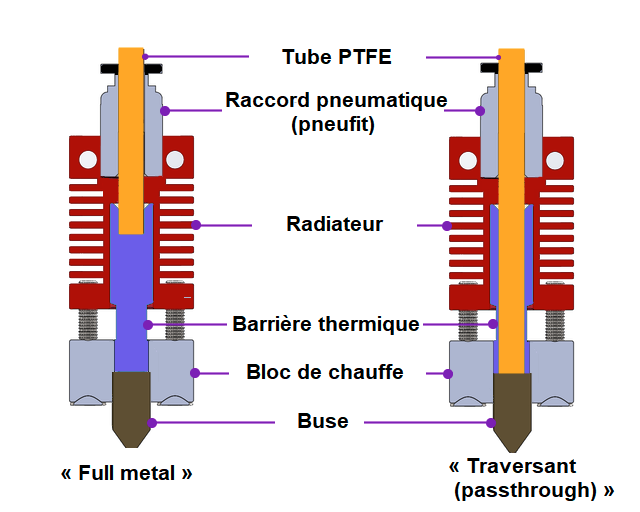
( Source image traduite )
Retour au sommaire du glossaire





{kind=link}